
检查检具附件(主定位B/C、检测销,通止规T4.0-Z6.0 面差规±1 是否齐全,然后将检具调整至非工作状态,OK进行下一步。
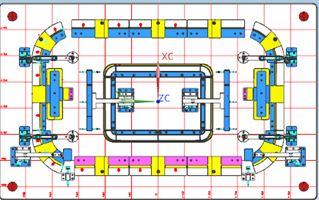
2 定位:打开所有压钳,将产品定位对准检具A1-A4定位面,插入B.C定位销,依次压紧夹钳A1-A4,使零件无晃动现象,完成零件定位。
3 检测销检测:使用检测销检测相对应零件孔,检测销若能正常插入为合格,反之则不合格。
4 间隙检测:使用通止规T:4.0-Z6.0检测相对应零件与模拟块之间的间隙,.通若能正常通过为合格,反之则不合格


NEWS CENTER 新闻中心
